Změna jazyka :
Kluzná ložiska – montáž a tolerance


Jaká je tolerance otvoru skříně?
Kluzná ložiska iglidur jsou lisovaná ložiska, která jsou zalisována do otvoru pouzdra s tolerancí H7 a nadměrnou velikostí. U hřídelí se doporučuje tolerance alespoň h9. Jejich vnitřní průměr se nastavuje až po zalisování do otvoru pouzdra H7. Nadměrný rozměr při lisování může být až 2% vnitřního průměru. Tím je zajištěno bezpečné zalisování pouzder a zabráněno axiálním a radiálním posunům v pouzdře.
Otvor ve skříni by měl být pro všechna ložiska vyroben v toleranci H7 a měl by být co nejhladší, rovný a zkosený. Montáž se provádí pomocí plochého lisu, protože použití středicích nebo kalibračních kolíků může vést k poškození ložiska a větší vůli.
ISO tolerance pro kluzná ložiska iglidur [mm]
| Průměr d1 | Pouzdro H7 | Hřídel h9 | E10 (tolerance podle ISO 3547-1) | E11 (tolerance podle ISO 3547-1) | F10 (tolerance podle ISO 3547-1) | D11 (tolerance podle ISO 3547-1) |
|---|---|---|---|---|---|---|
| až 3 | +0,000 +0,010 | -0,025 +0,000 | +0,014 +0,054 | +0,014 +0,074 | +0.006 +0.046 | +0.020 +0.080 |
| > 3 až 6 | +0,000 +0,012 | -0,030 +0,000 | +0,020 +0,068 | +0,020 +0,095 | +0.010 +0.058 | +0.030 +0.105 |
| > 6 až 10 | +0,000 +0,015 | -0,036 +0,000 | +0,025 +0,083 | +0,025 +0,115 | +0.013 +0.071 | +0.040 +0.130 |
| > 10 až 18 | +0,000 +0,018 | -0,043 +0,000 | +0,032 +0,102 | +0,032 +0,142 | +0.016 +0.086 | +0.050 +0.160 |
| > 18 až 30 | +0,000 +0,021 | -0,052 +0,000 | +0,040 +0,124 | +0,040 +0,170 | +0.020 +0.104 | +0.065 +0.195 |
| > 30 až 50 | +0,000 +0,025 | -0,062 +0,000 | +0,050 +0,150 | +0,050 +0,210 | +0.025 +0.125 | +0.080 +0.240 |
| >50 až 80 | +0,000 +0,030 | -0,074 +0,000 | +0,060 +0,180 | +0,060 +0,250 | +0.030 +0.150 | +0.100 +0.290 |
| >80 až 120 | +0,000 +0,035 | -0,087 +0,000 | +0,072 +0,212 | +0,072 +0,292 | +0,036 +0,176 | +0,120 +0,340 |
| > 120 až 180 | +0,000 +0,040 | -0,100 +0,000 | +0,085 +0,245 | +0,085 +0,335 | +0,043 +0,203 | +0,145 +0,395 |
Naše nejčtenější bílá kniha
Tolerance, instalace, měření
Proč je naše bílá kniha Plastová ložiska: tolerance, montáž, měření tak populární? Protože odstraňuje nejčastější zdroje chyb při každodenní práci s plastovými ložisky:
❌ Nesprávný návrh tolerance
❌ Nesprávné měření kluzných ložisek
❌ Poškození ložisek v důsledku nesprávné montáže
Bílá kniha se zabývá mimo jiné těmito tématy:
Toleranční konstrukce pro správnou vůli ložisek
✅ Lisování a vůle ložisek
✅ Absorpce vlhkosti
✅ Tepelná roztažnost plastu
✅ Doporučené tolerance
Jak správně měřit plastová kluzná ložiska
✅ Správné měření kluzných ložisek
✅ Kontrola vnitřního průměru
Správná instalace plastových ložisek
✅ Důležitost montážních tolerancí
✅ Příprava otvoru skříně
Doporučené tolerance
Montážní výška a tolerance kluzného ložiska iglidur závisí na materiálu a tloušťce stěny. Pro materiál je rozhodující absorpce vlhkosti a tepelná roztažnost. Kluzná ložiska s nízkou absorpcí vlhkosti lze instalovat s malou ložiskovou vůlí. Pro tloušťku stěny platí následující: čím silnější je ložisko, tím větší musí být ložisková vůle.
Z toho vyplývají různé toleranční třídy pro kluzná ložiska iglidur. S těmito tolerancemi lze kluzná ložiska iglidur provozovat v souladu s montážními doporučeními v příslušném přípustném teplotním rozsahu a při vlhkosti až do 70%. Při vyšší vlhkosti nebo v případě, že jsou ložiska provozována pod vodou, jsou vhodnější materiály s nízkou absorpcí vlhkosti.
Různé metody lisování
Hydraulické nebo mechanické
Nejběžnější metodou je mechanické zalisování kluzného ložiska pomocí ručního lisu. K zalisování kluzného ložiska do otvoru skříně se používá plochý lisovací děrovač. Středicí nebo kalibrační kolík by se neměl používat, protože může vést k prasklinám podél linie svaru a větší vůli ložiska.
Bez tisku
Pokud není k dispozici lis nebo okolnosti nedovolují jeho použití, lze kluzné ložisko opatrně namontovat gumovou paličkou. Kus dřeva mezi kluzným ložiskem a dřevem může pomoci chránit ložisko před poškozením.
Automatizovaná montáž
Při (částečně) automatizované montáži je obzvláště důležité správné podávání a polohování komponent. Může mít smysl optimalizovat geometrii součásti pro daný proces. U plastových kluzných ložisek neexistují prakticky žádná konstrukční omezení. Geometrie s kuželovým průměrem, drážkami nebo antirotačními zařízeními lze realizovat nákladově efektivně.

igutex kluzné ložisko po smrštění
Zmenšování
Chlazení kluzných ložisek může usnadnit jejich lisování. Pouzdra jsou chlazena kapalným dusíkem, smršťují se, a proto se lépe montují. Před smršťováním je třeba ložiska důkladně vyčistit a zkontrolovat, zda nejsou poškozená. Po opětovném zahřátí se materiál opět rozpíná a ložisko pevně sedí v otvoru skříně.
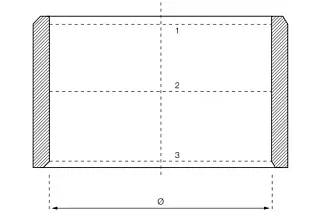
Poloha měřicích úrovní (1, 2, 3 = měřicí linie)
Kontrola uložení ložiska
Kluzná ložiska iglidur jsou lisovaná ložiska pro skříně s otvorem jednotky H7. Toto zalisování ložiska na jedné straně zajišťuje ložisko v tělese a na druhé straně se tím vytváří vnitřní průměr kluzného ložiska. Ložisko se zkouší instalované v otvoru s nejmenším rozměrem, a to jak pomocí číselníkového měřidla, tak pomocí měřidla zátky.
- Při zalisování do otvoru musí dobrá strana měřidla zátky hladce procházet ložiskem.
- Pomocí kluzného testeru je třeba zajistit, aby vnitřní průměr ložiska byl v průměru v měřicích rovinách v rámci stanovené tolerance (viz obrázek na protější straně).
Umístění vývodu
Kluzná ložiska ve skutečnosti "migrují" z otvoru skříně, pokud dojde ke ztrátě přítlaku. Kluzná ložiska se často upevňují lisováním v pouzdře s mírně užší tolerancí. Pod mechanickým tahem ložisko pevně sedí v otvoru. Pokud se toto mechanické napětí sníží v důsledku vysokých teplot nebo trvalého překročení přípustného zatížení, sníží se i pevnost v tlaku.
Může se samozřejmě také stát, že výrobní tolerance otvoru pouzdra jsou tak nepřesné, že otvor není dostatečně poddimenzován. Ani v tomto případě nemůže ložisko vyvinout dostatečné napětí, aby došlo k jeho zalisování. Výsledkem je extrémní opotřebení kluzného ložiska. Řešením problému je polohovací čep kluzného ložiska. Jaké jsou možnosti axiálního zajištění kluzných ložisek, se dozvíte v našem informačním přehledu v tématu "locating spigot".

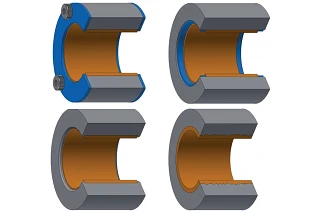
Instalace ložisek z vláknového kompozitu igutex
Kluzná ložiska igutex lze instalovat pomocí plochého lisu, ploché desky nebo lisovacího čepu. Lisovací kolík nesmí mít ostré hrany. Podřezání na přechodu příruby pomáhá zabránit poškození. Montáž kladivem, např. kladivem, se nedoporučuje, protože může dojít k poškození kluzného ložiska z vláknového kompozitu.
Lepení kluzných ložisek
Kluzná ložiska se obvykle lisují nebo upínají do otvoru skříně. Tím se zajistí, že budou v otvoru pevně sedět a nebudou se nechtěně otáčet. Co když to ale není možné kvůli výrobním tolerancím? Nebo jestli se má kluzné ložisko vůbec otáčet?
Plastová ložiska, i když nepatří do standardního repertoáru mnoha kluzných ložisek, mohou také klouzat po vnějším průměru. Proto se používají plastová ložiska. Ložisko je umístěno na šroubu a spolu se šroubem by se pak mělo v něčem otáčet nebo na něčem odvalovat. Lepení se zdá být dobrým řešením. Existuje však pravděpodobně tolik lepidel, kolik je nosných materiálů. Který je ten správný?
Pokyny pro obrábění
Kluzná ložiska iglidur se dodávají připravená k montáži. Rozsáhlý sortiment výrobků umožňuje ve většině případů použití standardních rozměrů. Pokud je přesto nutné následné obrábění kluzného ložiska, jsou v přiložené tabulce uvedeny pokyny pro obrábění. Pokud je to však možné, je třeba se vyhnout následnému obrábění kluzných ploch. Výsledkem je obvykle vyšší oděr. Jednou z výjimek je např. iglidur M250, který je velmi vhodný pro následné obrábění. U ostatních kluzných ložisek iglidur lze nevýhodu obrábění kluzných ploch eliminovat použitím mazání při montáži.
| Proces | Soustružení | Vrtání | frézování |
|---|---|---|---|
| Materiál nástroje | Nerezová ocel | Nerezová ocel | Nerezová ocel |
| Rychlost posuvu [mm] | 0,1 ... 0,5 | 0,1 ... 0,5 | až 0,5 |
| Úhel hřbetu | 5 ... 15 | 10 ... 12 | |
| Upínací úhel | 0 ... 10 | 3 ... 5 | |
| Řezná rychlost [m/min] | 200 ... 500 | 50 ... 100 | až 1000 |
Poradenské služby
Rád zodpovím vaše otázky osobne
Hennlich s.r.o. +421 2 50202506Napsat e-mail
Preprava a konzultace
Osobne:
Pondelí až pátek od 7:00 do 20:00.
Sobota od 8:00 do 12:00.
Online:
24h